曲轴,这个看似‘七扭八拐’的金属部件,是内燃机的核心‘脊梁’,它负责将活塞的直线往复运动转化为平稳的旋转动力。其复杂的多拐颈、平衡块和轴颈结构,对加工精度和强度要求极高。它究竟是如何从一块金属坯料,变身为精密的动力枢纽的呢?让我们一起通过关键工序的解析,揭开其机械加工的神秘面纱。
1. 锻造毛坯:奠定筋骨
根据曲轴的设计要求,选用高强度合金钢(如42CrMo)。通过热模锻工艺,在数千吨的压力下,将加热至锻造温度的钢锭初步压制成曲轴的毛坯形状。这个过程如同‘揉面’,赋予材料致密的流线型纤维组织,为后续加工和最终承受交变应力打下坚实基础。
2. 粗加工:轮廓初现
锻造后的毛坯经过正火处理以消除内应力后,便进入粗加工阶段。主要工序包括:
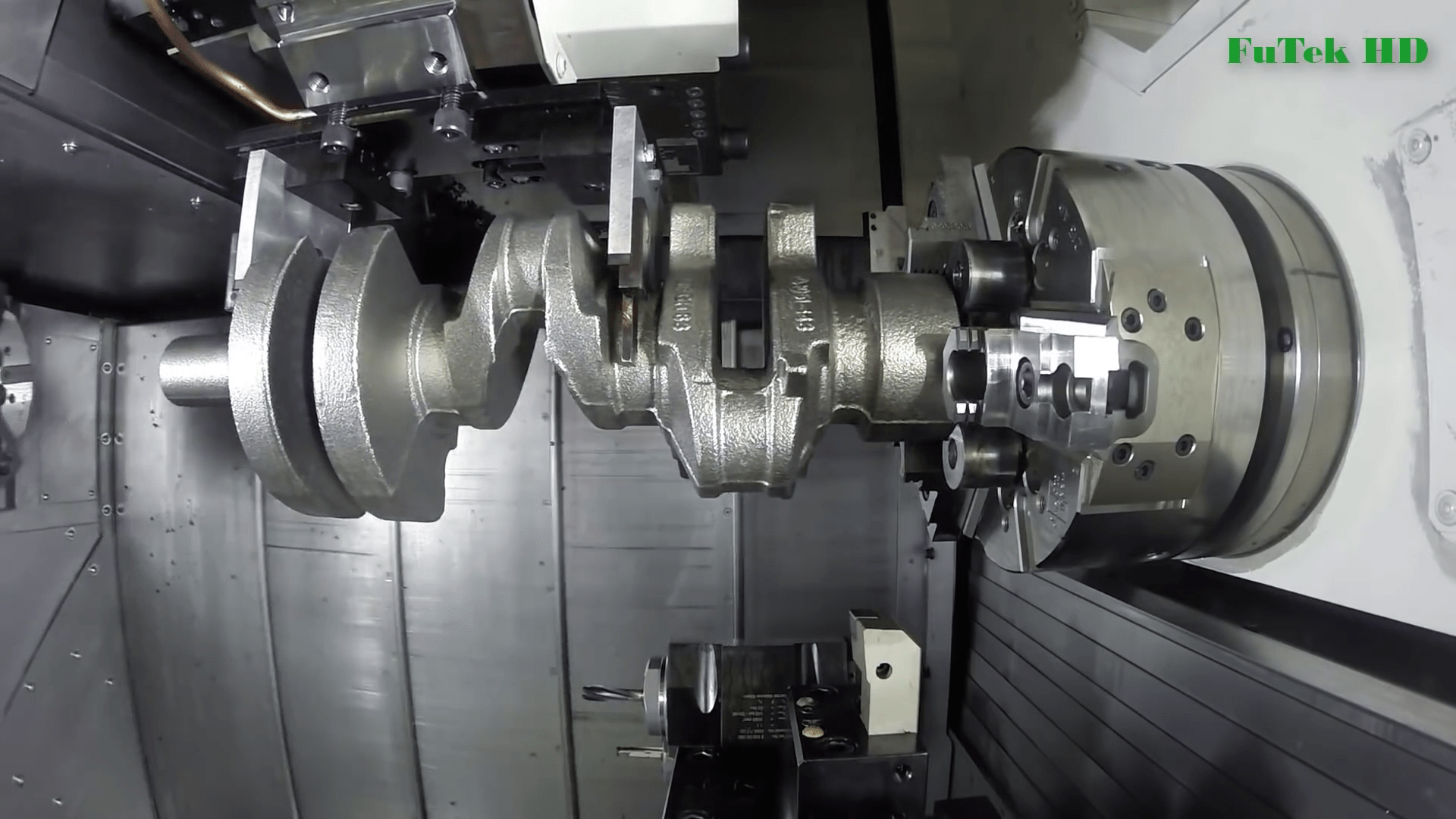
- 车削:在重型数控车床上,对主轴颈(安装在发动机机体上的部分)和连杆轴颈(连接连杆的部分)进行初步车削,去除大部分余量,形成基本轮廓。
- 铣削:使用专用铣床或加工中心,铣出曲轴两端的端面、中心孔以及平衡块的侧面。
3. 热处理:强化内核
为获得优异的综合机械性能(表面高硬度、芯部高韧性),曲轴需经过关键的热处理。通常采用调质处理(淬火+高温回火)来提升整体强度与韧性,再对轴颈表面进行感应淬火或氮化处理,形成一层极硬、耐磨的表面层,以承受巨大的摩擦和载荷。
4. 精加工:精度决胜
这是确保曲轴尺寸、形状和位置公差达到微米级的关键阶段。
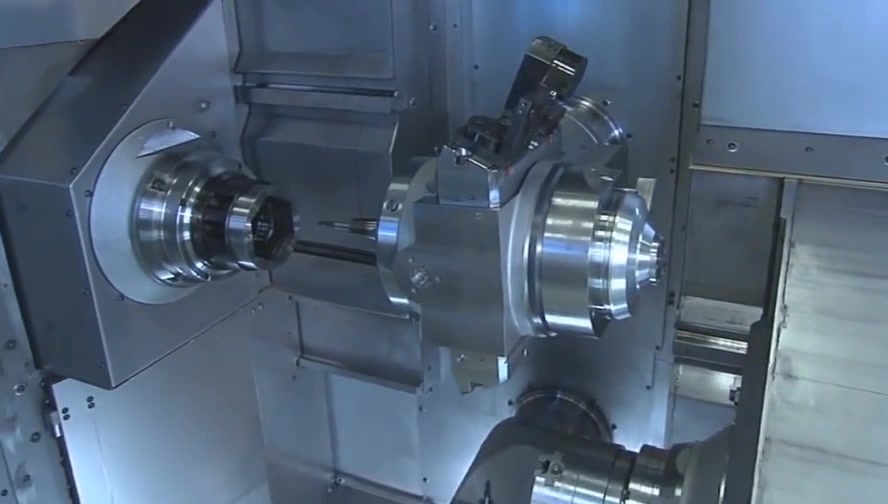
- 精车与磨削:这是核心工序。首先用高精度数控车床对轴颈进行精车。使用专用曲轴磨床(动图展示的重点!)。磨床上的砂轮会跟随CNC程序精准移动,同时工件旋转并分度,逐个对主轴颈和连杆轴颈进行精密磨削。由于连杆轴颈不在主轴线上,加工时需要复杂的联动和偏心装夹,这正是加工‘拐弯’部分的精髓所在。磨削后,轴颈表面光滑如镜,圆度、圆柱度误差极小。
- 钻孔与攻丝:加工润滑油道孔、螺栓孔等。
- 动平衡:在动平衡机上高速旋转曲轴,检测其不平衡量,并在平衡块上钻孔或铣削去除少量材料,确保曲轴在高速运转时平稳、振动最小。
5. 超精加工与清洗检测
- 抛光/超精磨:对轴颈进行滚压抛光或超精磨,进一步降低表面粗糙度,形成理想的储油纹理,提升耐磨性和使用寿命。
- 清洗与最终检测:经过彻底清洗后,使用三坐标测量机(CMM)、轮廓仪等高精度仪器,对曲轴的所有关键尺寸、形位公差和表面质量进行100%检测,确保完全符合设计图纸要求。
动图精髓再现(文字描述)
想象一下这样的动态画面:在现代化的曲轴磨床上,一根炽热的钢坯经过锻造冷却后,被装夹上机床。随着砂轮高速旋转并沿复杂路径进给,火花四溅中,一个又一个精确的轴颈轮廓被‘雕刻’出来。特别是磨削连杆轴颈时,工件一边旋转,一边通过偏心夹具使需要加工的‘拐颈’精确对准砂轮中心,整个过程宛如一场精密的机械舞蹈,将‘七扭八拐’的设计蓝图一丝不苟地转化为现实。
###
曲轴的加工,是集中了现代锻造、热处理、数控车削、精密磨削、动平衡及检测技术的综合性制造艺术。其‘七扭八拐’的每一个弧度,都承载着对精度、强度和动平衡的极致追求。正是这些隐藏在发动机内部的精密部件和复杂的加工工艺,共同驱动着现代工业的飞速运转。